钣金数控冲加工工艺规范之——模具选择要求:
1 模具选择应尽量选择一次可加工完成的模具,以保证加工质量。(如加工28×28mm切口,可用较小尺寸的方模多次加工,也可选用长方模具加工,但需换刀。可选用30×30的方模进行一次加工,以减少换刀次数,减小步冲接痕,提高效率和质量)
2 不能一次完成的加工特征,必须选择合适尺寸的模具。如翻边孔不可一次加工完成,可分成预冲底孔和冲翻边孔两道工步,并且要合理选择模具尺寸。合理模具尺寸须由设计计算并通过试冲调试得出经验值。
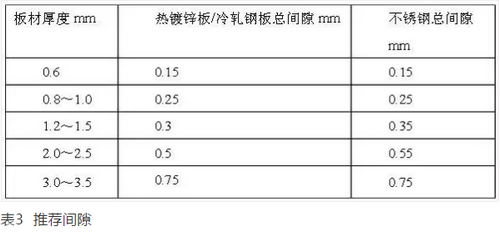
3 同一工步的上、下模选择时应选择合理搭配间隙,使用正确下模间隙有以下几点优点:
①延长模具寿命
②推料效果好
③产生毛刺小
④可得到更干净整齐的孔
⑤减少粘料的可能
⑥工件平整
⑦孔的位置更准确
⑧冲孔所需要的冲切力zui小。
烟台赛禹精密机械设备有限公司可以为您定制钣金机箱机柜、精密钣金零件加工、数控冲加工,欢迎咨询哟。
上一篇:关于钣金激光成形技术解析
下一篇:机柜钣金加工有哪些步骤方法




 鲁公网安备37069302000231号
鲁公网安备37069302000231号